當前位置:首頁 » 新聞中心 » 鋼管噴砂機|鋼管噴砂設備|廠家價格
鋼管噴砂機|鋼管噴砂設備|廠家價格
文章出處:本站
編輯:拋丸機發表時間:2017-07-17 14:19:55
陳村水電站2號機發電鋼管運行9年來,鋼板已銹蝕約1毫米厚,為提高鋼管的壽命,決定對該鋼管進行噴砂鍍鋅,這次2號機鋼管噴砂鍍鋅工作主要是在上水平段、上彎段、斜直段和下彎段,全長56.77米,共43節,面積為892.82平方米,鍍鋅工作自1979年12月20日開始,80年1月23日完成.歷時36天,投資14857元,平均每平方米鍍鋅用款16.6元。
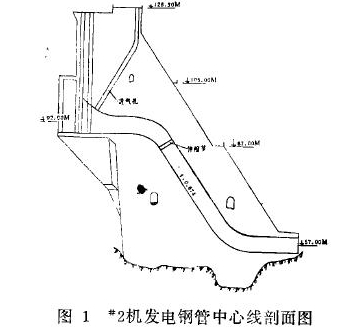
圖1 "2機發電鋼管中心線坡面圖
1、工作原理:
噴砂是用壓縮空氣驅動,將經過篩選的帶有梭角的堅硬砂粒,通過專用的噴咀,以較高的速度向鋼管表面沖擊,以達到除銹、清污、粗糙表面的目的使鍍層和鋼管表面可獲得最好的附著強度。鍍鋅是乙炔氣和氧氣在噴槍混合頭進行混合后,由噴咀噴出燃燒,成為氧乙炔焰。一路壓縮空氣通向高速空氣透平,使其轉動,經過兩級蝸輪蝸桿減速裝置帶動推絲輪轉動,向噴咀供應鋅絲,當其到達噴咀外的氧乙炔焰焰心時被熔融,另一路壓縮空氣從風帽中沿噴咀周圍吹出來,將熔融的鋅絲珠滴霧化、噴射在鋼管表面上,即形成鍍層。
噴砂是用壓縮空氣驅動,將經過篩選的帶有梭角的堅硬砂粒,通過專用的噴咀,以較高的速度向鋼管表面沖擊,以達到除銹、清污、粗糙表面的目的使鍍層和鋼管表面可獲得最好的附著強度。鍍鋅是乙炔氣和氧氣在噴槍混合頭進行混合后,由噴咀噴出燃燒,成為氧乙炔焰。一路壓縮空氣通向高速空氣透平,使其轉動,經過兩級蝸輪蝸桿減速裝置帶動推絲輪轉動,向噴咀供應鋅絲,當其到達噴咀外的氧乙炔焰焰心時被熔融,另一路壓縮空氣從風帽中沿噴咀周圍吹出來,將熔融的鋅絲珠滴霧化、噴射在鋼管表面上,即形成鍍層。
2、現場布置與工藝要點:
如圖1鋼管在壩體內,噴砂系統設備設置在壩頂上,所有管路通過鋼管氣孔進.入鋼管,通氣孔的右側是砂捅、砂料棚和備用砂,使之盡量靠近通氣孔口,市置在19.20兩壩塊的下游面;通氣孔的左側是兩臺空壓機。一臺是9米m3/秒空壓機作為噴砂用;另一臺是6米m3/秒鍍鋅用,通氣孔上部裝有兩臺軸流風機,分別面向下游和左側。
空壓機是噴砂的動力,必須有足夠的壓力和風量,一把噴砂槍的最低壓力為5.8(壓力單位均為公斤/平方厘米,以下同),一般為6~6 . 5,另一把噴砂槍的最低壓力為3.8,一般為4~4 . 5。為了提高噴砂質量和工效、改善工作條件,在空壓機出口管路上加裝了冷卻器和濾清器進行過濾。
噴砂用的砂子為河砂,直徑為2~4毫米,經過篩、曬,投入砂桶時還要過濾一下。砂桶是砂、氣混合中樞,向噴槍供應適當比例的砂和氣。要隨時調節,經常通過電話與噴砂作業處取得聯系。為了提高工效,設置兩個砂俑,輪換使用,每個砂桶裝140公斤砂子,能用20分鐘,噴咀為陶磁噴咀,直徑為8毫米。噴帽、連結螺絲及砂桶均為自制。
表面噴砂處理后約經過8~16小時開始鍍鋅,鍍層與鋼管表面要有較強的結合強度,鍍層要求細致緊密,孔隙小,鋅的氧化應減到最低程度,因此必須要有好的工藝水平,嚴格鍍鋅操作規程,選擇好適宜的參數。
在鋼管內進行鍍鋅,氧氣瓶、乙炔發生器放在鋼管下水平明段外的兩側,右側是氧氣瓶,左側是乙炔發生器,兩者相距20米左右,氧氣和乙炔管路分別通過下而的旁通管進入鋼管,管路較長,最長的有70多米,在鍍鋅作業處配有氧氣調節器和乙炔氣調節器,這樣可以及時調節噴槍(系中速自動凋動式噴槍)火焰。為安全起見,’在乙炔氣調節器的附近設有崗位回火防止器,噴槍一旦發生回火,首先在這里熄滅。
乙炔發生器的乙炔壓力為0.8~1.0,乙炔氣調節器的乙炔壓力為0,75;氧氣瓶的氧氣壓力為8~10 ,氧氣調節器的氧氣壓力為4~-5。
壓縮空氣必須經過冷卻過濾,保證清潔、干燥,油水分離干凈,以增強鍍層附著強度,額定空氣壓力要求5~6 ,如降到4.05.0也能繼續使用。
送絲速度,由于鋅熔點低,壓縮空氣壓力大,速度可略快,一般為3.0米/分。
噴鍍距離為20-25厘米,較一般經驗介紹的15厘米左右要大些。噴鍍角度在平面部位一般為50~200。
在每平方米鍍鋅的時間平均為7.5分鐘,正常工作一個小時可以噴鍍8個平方米,平均每班工作5~6小時,每班的工作量為40-r48個平方米。每個平方米的耗鋅量約為1.0公斤,鍍鋅厚約為0.1毫米。
由于鋼管通風條件較好,噴槍離鍍層較遠,因此鋅粉的損失量估計為10000
3.鍍層的質最檢驗(1)鍍層的孔隙檢驗采用化學反應法。首先,潔除鍍層上灰塵污物。然后將浸有10克/升的鐵氰化鉀溶液和20克/升氯化鈉的混合溶液的小9厘米的濾紙在鋼管斜直段的各部貼了50張,均無見有蘭點,說明鍍鋅質量較好,又在噴過砂但未鍍鋅處貼了2張,蘭點很快反映出來。(2)在不同部位,用螺絲刀小刀別刮,在利刮處只露出鋅的銀色痕跡,說明能滿足質量要求。
噴砂鍍鋅工作全部結束后,最后涂兩層瀝青船底漆進行封閉。
4.施工方法革新
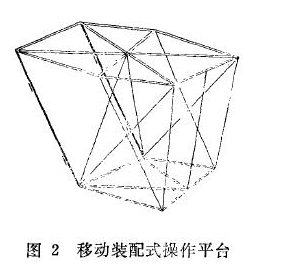
(1)鋼管的直徑為5米斜直段坡度為1,0.67,工作時原來是用毛竹搭排架,這樣就需要大量的毛竹和鉛絲,通風條件又不好,不符防火要求,因此自制了一套能適應于水平段及斜段的移動裝配式操作千臺(圖2),能在鋼管內緩慢地移動,既安全又省事,通風條件又好,操作方便,人在斜直段.上下交通,采用自制的每節2.5米的帶鉤爬梯,爬梯上端掛點與鋼管焊牢。
(2)鋼、木、土三結合的鋼管攔水壩,鋼管閘門漏水會使噴鍍工作無法進行,必須把水攔蓄起來,再用水泵抽到壩外,以前一直用黃泥堆起攔水壩,需要大量的黃泥,費時又費材現在這種攔水壩。是采用7厘米止水橡皮。并用5厘米鋼板用小10圓木(加木楔)支撐壓緊鋼管內圓面,骨架用一對槽鋼做橫梁與鋼管焊牢,迎水面用油毛氈面板,攔水壩實體仍用200厘米粘土作為心墻,這種攔水壩省材省時省力,裝拆方便.能反復作用,限于篇幅,難于盡述,欲知詳情請與我站聯系。
我們這次鍍鋅工作,雖然取得了些成果,但存在問題還不少,如技術不熱練,有時點不著火,噴砂的噴咀太大增加了砂耗影響工效等,需要在今后改進。
5、相關產品介紹:

5、相關產品介紹:
主要技術規格:
1、外形尺寸:Φ500*1400(mm)
2、自 重: 180KG
3、總 容 積: 0.3m3
4、空氣壓力:0.6-0.8Mpa
2、噴砂機結構:
1、機殼采用8mm冷扎鋼板焊接制成,表面噴塑。
2、噴砂機設有1只噴槍,噴槍內配有8mm大的碳化硼噴嘴。
3、機體下方可通過手柄調節砂量。
4,本機配有10米砂管。
5,手動行程氣控開關(方便作業)。
6,本機要求配2立方以上(15KW左右)的空壓機。
開放式噴砂機適用范圍:
用于清理鋼結構、模具、健身游樂器材。玻璃、石碑的雕花、船舶修造、橋梁、礦山、機械、石油管道、水利工程、港口建設等除銹、噴花加工、去氧化皮、毛刺亦可用于噴涂、電鍍前處理工序,以提高涂(鍍)層表面的附著力所有的表面處理。用于噴玻璃丸、強化光飾零件的表面。
產品特點:
壓入式工作方式,工作壓力高(0.5-0.8MPa),噴射力強勁,效率高 。
啟動快、收槍靈敏。
輪式結構,移動方便。
體積小,加砂方便,適合單人操作。
采用美國先進的砂閥結構,能精確調節砂和氣壓的大小。
采用規范的壓力容器制造標準,符合國家、行業規范,安全、可靠。
配有耐磨噴砂管和噴嘴,確保長時間正常作業。
操作簡單,易于維修、保養,使用成本低。
手控開放式加壓噴砂機注意事項
1.操作必須穿戴好防護用具
2.工作時噴槍始終指向工件表面
3.無關人員必須遠離作業現場
4.檢查砂管是否磨損
5.嚴禁在噴砂機上放行焊接和切割作業
6.不要隨意更換配件
7.加入磨料一定不能高過進氣口
1、噴砂的優點在于:
代替酸洗磷化工藝,沒有排污費的問題。 快速噴砂除銹,在改變表面粗糙度的同時,還可以去掉焊渣、毛刺、飛邊。效率高、成本低、質量好,是傳統化學和手工除銹無法比擬的。噴砂后油漆質量好、涂層壽命長,是目前國際上采用的通用工藝方法。
2、用噴砂除銹工藝,主要應解決以下3個方面的問題:
(1.砂子能自動多次循環使用,以降低成本。
(2.噴砂的粉塵應收集,達國家排放要求,不能造成污染。
(3.低能耗、低成本運行,具有較好的經濟性。
所以,任何工廠在選擇建設噴砂車間或選擇噴砂工藝時,都會考慮這些問題
本文來源青島華盛泰拋丸機:http://m.svzrxnk.cn/news/1251.html








技術資料
- 綏化市吊鉤式噴砂機_綏化市吊鉤式拋丸機_綏化市吊鉤式拋丸除銹清理機_綏化市吊鉤式噴丸設備提高板材的預加工質量?
- 鄂爾多斯6915鋼管除銹拋丸機調試完畢
- 2018發往山東臨沂吊鉤式378拋丸機
- 通過式拋丸清理機發往膠州的裝貨現場
- 環保型吊鉤式拋丸機發貨現場
- 淄博鋼結構拋丸機使用現場
- 黃驊懸鏈式拋丸機客戶現場
- 路面拋丸機應用于廣州橋面建設
- 履帶式拋丸機客戶案例現場匯總
- 布袋除塵器-除塵設備
最新資訊文章
- 履帶式拋丸機如何提高工作效率
- 路面拋丸機的材料適應性與表面粗糙度測試研究
- 型鋼拋丸機對產品質量的影響解析
- 高效能路面拋丸機的性能考察
- 不同類型拋丸機的選購指南
- 路面拋丸機的作業技巧解讀
- 路面拋丸機的節能減排技術探索
- 吊鉤式拋丸機的維護保養指南
- 噴砂房環境保護措施與建議
- 通過式拋丸機的操作實例分享
