當前位置:首頁 » 新聞中心 » 智能網絡化鑄件拋丸清理機工作原理
智能網絡化鑄件拋丸清理機工作原理
文章出處:本站
編輯:拋丸機發表時間:2017-04-21 11:31:50
摘要:本文采用智能化控制系統及伺服電機綜合控制,通過簡單的電氣控制線路,利用PLC編程,人機界面控制及各種檢測元件等,在智能元器件的采集、轉換、比較、反饋作用下,實現鑄件拋丸清理的數字化和智能化。另外,針對拋丸機使用中的維護,提出了基于以太網的拋丸機遠程監控方案,詳細介紹了該遠程監控方案的實施過程,并通過對STEP 7 MicroWin和組態王軟件進行設置,實現了組態王軟件對拋丸機遠程監控。
目前,鑄件清理還沒有引起企業及拋丸清理生產廠家的高度重視,主要靠人工操作,在工件的識別、拋丸器的轉換等方面還沒有實現數字化和智能化設計與控制,拋丸機工作室的除塵沒有實現節能優化控制,在對不同種類鑄件處理、等待安裝工程空閑或差壓變換中,沒有實現優化處理,基本上讓電機按一個速度運行,能量損失較大[fil。清理車間沒有進行組網,各單元的工作狀態不能達到前呼后應和統一管理的要求,生產效率很低。拋丸機電機的智能控制程度不高,多數沒實現變頻控制。鑒于以上現狀,鑄件拋丸清理的數字化和智能化設計成為未來關注重點,可通過智能脈沖除塵控制設計與實現、智能拋丸機控制器設計與選用、電機軸承溫度檢測模塊設計、數據交換接口設計和拋丸機工件上下料光機電一體化控制技術等,實現鑄件拋丸清理的數字化和智能化[(2}。另外,鑄件拋丸清理的網絡化設計也需與智能化技術齊頭并進,即用一臺計算機進行清理車間的控制管理,通過視頻、射頻、各智能控制器進行組網,以實現控制上協調、同步、除塵的優化,達到提升自動化程度、提高工作效率、節約能量、延長設備壽命的目的。
1、鑄件拋丸清理的數字化和智能化設計與實現:
1.1、設計思路與方案:
將鑄件尺寸和形狀等幾何參數進行三維坐標測量,將測得數據輸人計算機形成數據庫,以進行仿真模擬計算,其仿真原理圖如圖1所示。目的是
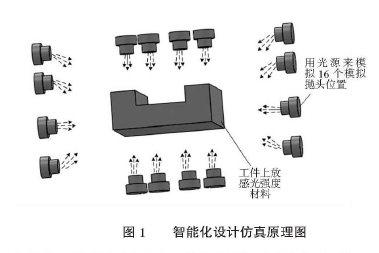
圖1 智能化設計仿真原理圖
確定拋丸機拋丸器的出口位置及彈丸覆蓋范圍、需用拋丸器數量和需要清理加工時間。采用視頻獲取工件的圖像進行模式識別,確定工件種類,確定相應的模式加工形式。視頻攝取圖像是由紅外發光管計數傳感控制,即有工件經過時候進行攝像模式識別,沒工件經過時攝像關閉。紅外發光管還起到對工件分類計數的作用。
拋丸機多個拋丸器全部采用變頻控制模式,實現速度可控,且可緩啟動。多個拋頭動作狀態信息由工業控制機通過RS485總線傳輸可編程序控制器(PLC)控制,PLC通過RS485總線控制相應的變頻器。拋丸機的電機溫度和點參數通過智能模塊獲取,PLC同時實現拋丸機電機和清理室的狀態檢測和控制。
吊鉤電機的速度采用變頻器控制,控制指令無線射頻獲取。研制具有接受功能及控制變頻器的智能行車控制器,以提高工件上下料自動化程度。對拋丸室和清理室采用兩個大功率除塵器,該控制器可以根據氣體人口壓差、氣體出口壓差及拋丸機工作狀態和模式來給變頻器輸出信號,以進行優化節能控制,實現灰量實時測量和在線反吹,對一級沉降、二級旋風除塵和三級濾筒除塵系統實行過程控制,其控制模式如圖2所示。
將鑄件拋丸清理裝備的上下料機構、彈丸循環系統、室體拋打系統和除塵系統分別用智能控制器控制其工作過程,設計多數據交換接口器(如圖3所示)將所有控制器進行以太網鏈接構成,以太網是應用最為廣泛的局域網,包括標準的以太網(10Mbit/s )、快速以太網(100 Mbit/s)和千兆(1 000Mbit/s)以太網,采用的是CSMA/CD訪問控制法,都符合IEEE802.3.
通過攝像頭對這個車間進行監控,并將圖像實時顯示和傳送到工業計算機中。進行組網,制造廠家可通過以太網調取和訪問工業計算機的所有數
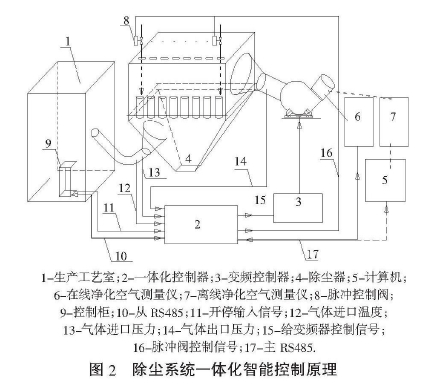
圖2除塵系統一體化智能控制原理
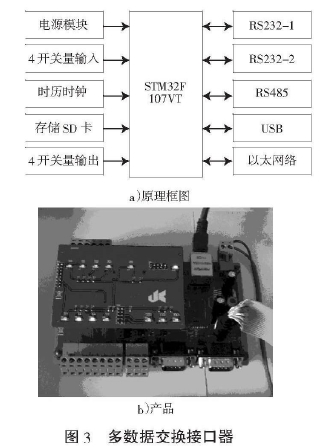
圖3多數據交換接口器
據,并通過RGPS進人互聯網,可根據權限通過手機登錄、訪問數字車間有關數據;同時,可根據權限通過手機下達有關指令。通過以太網調取工件數據庫,進行倉庫管理。清理室的自動控制,根據機械手情況進行相應控制,同時把工業狀態傳送到優化控制器中,實現節能運行。數字化智能化設計原理如圖4所示。
1.2、智能化技術實現解決的關鍵技術問題:
進行計算機仿真軟件的開發,模仿實際工件的拋打形式,滿足大型工件的清理需求;采用鑄件特征提取識別模式,制定不同尺寸和形狀鑄件的模式識別方案;采用自動調頻無級調速進行吊裝及驅動,使運行速度最低可達50 m/min;彈丸循環系統采用雙提升機+雙分離器的結構,設計彈丸自動定
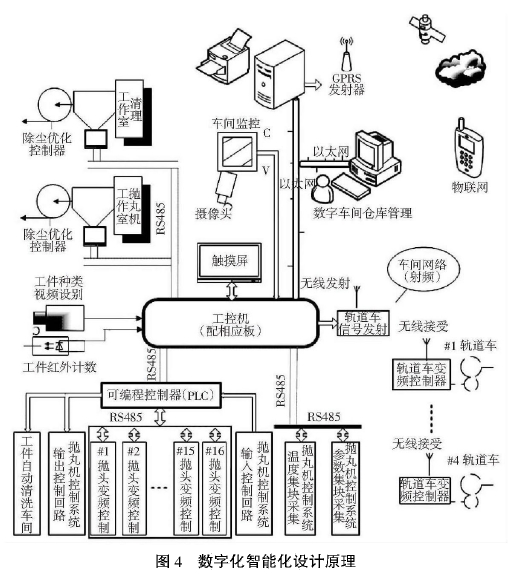
圖4數字化智能化設計原理
量控制模式,解決大寬度室體丸料不好循環分離的間題;而且在分離器上設置可視化定量控制溢流口,解決丸料分配不均的間題;采用DCS總線控制方式和Modbu。通訊協議,對溢流式可控滿幕簾多級風選分離器和專用聚脂線芯提升機傳動帶等丸料循環凈化系統進行智能化控制,實現了丸料的分選與循環利用,除塵系統采用旋風除塵+脈沖反吹濾筒除塵控制系統,濾筒斜插安放,過濾孔徑可選,透氣性強,除塵率可達99.99%以上,使用壽命長,如圖5所示;設計在線遠程監控系統,實時獲取現場數據,便于信息采集和進行遠程故障診斷,減少了待機時間,提高了生產效率。采用接受信號控制變頻電機控制模式,以ST單片機系列作為控制核心,
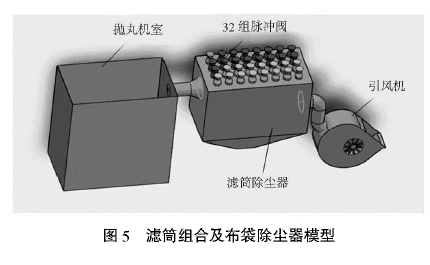
圖5濾筒組合及布袋除塵器模型設計射頻接受距離1 000 m,對鑄件輸送進行智能化控制。
2、鑄件拋丸清理的網絡化設計與實現:
針對拋丸機使用中容易出現故障,大多數故障通過修改拋丸機電控柜里的可編程邏輯控制器(簡稱PLC)程序即可排除,而制造商派技術人員去現場維修出現時間成本和人工成本過高的問題,提出了基于以太網的拋丸機遠程監控方案,詳細介紹該遠程監控方案的實施過程,并通過對STEP 7 MicroWin和組態王軟件進行設置,實現了組態王軟件對拋丸機遠程監控;利用STEP 7 MicroWin對拋丸機程序遠程監控,遠程上傳、下載。PLC不僅在工業環境下可靠性高[[4]而且與組態王然間一起易于通信,便于實現監控,以以太網這種目前最廣泛的局域網技術,利用Ethernet+TCP/IP,使系統更具開放性、可靠性,同時也是系統低成本成為可能。
2.1、工作原理:
鑄件拋丸清理裝備電控系統中的可編程邏輯控制器(PLC)控制整個設備的運行過程,因此PLC中的程序影響整個設備的工作隋況??删幊踢壿嬁刂破鞑捎靡活惪删幊痰拇鎯ζ?,用于其內部存儲程序,執行邏輯運算、順序控制、定時、計數與算術操作等面向用戶的指令,并通過數字或模擬式輸人/輸出控制各種類型的機械或生產過程。為了實現對已出廠的拋丸機的快速維修和實時跟蹤,提高拋丸機的使用效率,提出了基于以太網的拋丸機遠程診斷和維護方案。以Q69系列輥道式拋丸機為例(圖6a),控制柜中PLC使用西門子6ES7216-2BD23-OXB8,24輸人,16輸出。程序就存放在6ES7 216-2BD23-OXB8中,使用USB轉9針插口下載線直接連接電腦和PLC,把程序下載到PLC中,點擊程序狀態監控按鈕,可以實現對該拋丸機的監控。利用以太網實現對遠距離的拋丸機進行監控。以太網技術作為一種功能強大的通信技術已經廣泛應用于辦公自動化和數字商務領域,正在向工業自動化、儀表自動化和樓宇自動化領域發展,這些領域對應成本的要求相當苛刻!司,需要一種低成本的以太網解決方案,對于拋丸機這一行業,提出基于以太網的拋丸機遠程監控方案,如圖6b)所示。
該系統主要由工程師站、操作員站、控制站和現場設備組成。各控制站之間通過以太網進行連接。組態軟件安裝在作為上位機的工程師站上,以實現系統的開發,控制站采用控制器S7-200系列PLC.PC機為控制器的上位機[8]0
通過以太網對拋丸機進行監控,監控的核心元件是拋丸機電控系統中的PLC.對拋丸機進行遠程監控,監控端設備制造商和被監控端拋丸機使用者處在不同的以太網中,該監控方案的原理是通過通信設備把拋丸機所在的網絡拉人拋丸機生產商所在的網絡中,這樣,就相當于把客戶使用的拋丸機引人拋丸機生產商的以太網內網中,從而對拋丸機進行監控和維護。
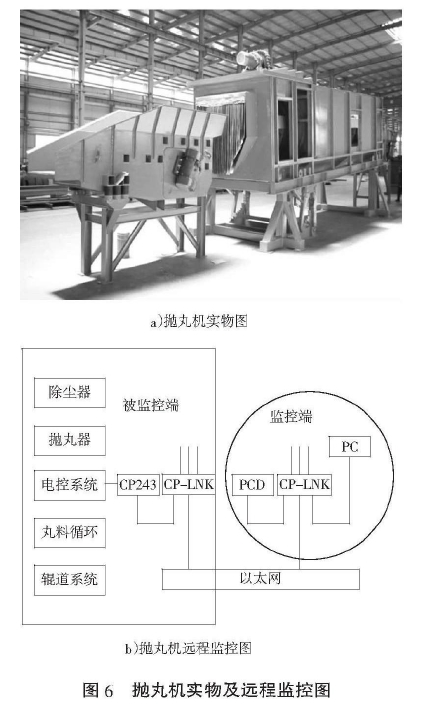
圖6拋丸機實物及遠程監控圖
2.2、監控方案介紹:
該監控方案需要用到拋丸機,CP243i (remote)模塊,路由器,RCD模塊,帶有STEP? MicroWin軟件的計算機,以太網絡等,如圖7a)所示,圖中cp243i ( remote)和RCD是8:1的關系,一個RCD模塊可以對應8個cp243i,可以實現對8臺拋丸機的監控。
監控端網絡環境:監控端的以太網環境為一個具有固定IP的聯通網絡,(注固定IP地址為222.134.46.218)位于濱州山東開泰集團聯通網下,如圖7b)所示。在該網絡上設置主路由器(設置如下:轉發規則一>DMZ主機一>啟用DMZ主機地址192.168.1.30 ),端口為102.硬件環境:一臺安裝有STEP?_ MICROWIN V4.0 sp6的電腦,一塊遠程接人設備模塊(RCD模塊),一個路由器選用TP-LINK路由器。RCD模塊接人24V電源,通過網線接到以222.134.46.218為固定IP地址的路由器上。對RCD模塊的設置如下圖所示:RCD遠程接人設備IP:192.168.1.30,端口號為00102,對應分支碼為,
16000<==>IP:192.168.1.30;
16010<==>IP:192.168.1.31;
16020<==>IP:192.168.1.32;
16030<==>lY:192.168.1.33;
16040<==>IP:192.168.1.34;
16050<==>IP:192.168.1.35;
16060<==>IP:192.168.1.36;
16070<==>IP:192.168.1.37;
一個RCD模塊可以監控8個設備,占用192.168.1.30-192.168.1.37共8個IP地址。
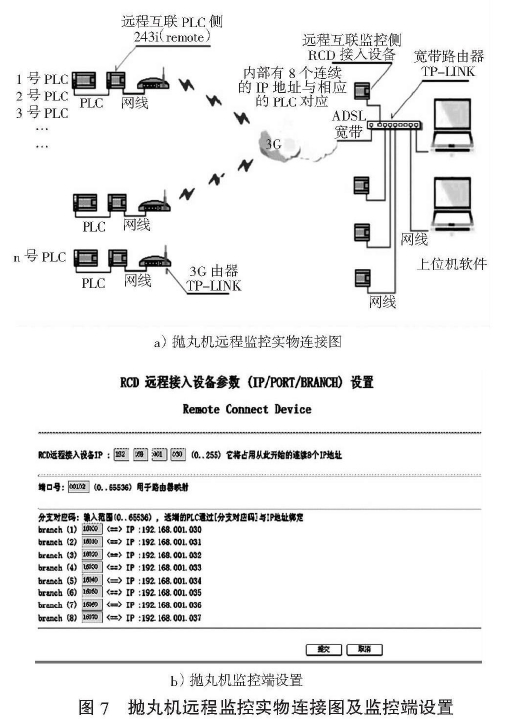
圖7拋丸機遠程監控實物連接圖及監控端設置
硬件環境:一個路由器TP- LINK,一塊西門子PLC選用6ES7 216-2BD23-OXB8,一個CP243i(re-mote)模塊。將西門子PLC與CP243i用數據線連接,用網線把CP243i接人路由器上,將CP243i聯人以太網中。在瀏覽器上輸人網址192.168.1.222,進行設置,因為監控端具有固定IP地址,設置RCD接人設備1固定IP:222.134.46.218,端口號:102,分支對應碼:16000
2.3、網絡化實現:
對拋丸機進行監控,一般會用到與PLC品牌對應的軟件,這里根據選用的西門子PLC,選擇STEP7-Microwin和組態王軟件。
STEP7-Microwin監控:STEP7編程軟件是對西門子PLC編程、監控和參數設置的必備軟件。相應的設置:要首先在通訊一>}sct PC/PC intcr#acc->TCP/IP (Auto)一>Marvell Yuko 88E8057-屬性,選擇不要自動分配IP地址;然后在通訊一>>IP地址中填入:遠端固定IP地址為192.168..1.30,從上圖可知,可以用STEP-7通過以太網找到遠程距離的PLC.因為被監控端設置的分支對應碼是16000,所以這里IP地址輸人為192.168.1.30,如果被監控端設置的分支對應碼是16010,則IP地址應該設為192.168.I.3I ,雙擊刷新,在右側窗口找到被監控拋丸機,點擊該設備同時打開該拋丸機設備對應的程序,點擊程序狀態監控按鈕,可以看到監控狀態如圖8b)所示。
黑色方塊表示接通,由圖可知,除塵電機和提升電機已經啟動,拋丸電機沒有啟動。這樣實現了對PLC的遠程監控,對拋丸機的遠程監控,對拋丸機的工作狀態進行監控,從而實現拋丸機的遠程診斷,修改程序,實現新程序的遠程上載,下載等。
組態王監控:組態王軟件是一種新型的工業自動控制系統進行開發監控系統的軟件。具有通用性,只需要在開發時針對不同的PLC選擇不同的參數即可。要實現組態王與PLC通過以太網的方式通訊,需要在組態王軟件中安裝PLC的tcp/ip驅動程序[f91。打開組態王開發軟件,選擇設備。COM1;選擇PLC西門子—57-200(TCP)— TCP;單擊“下一步”,輸人要安裝的設備的邏輯名稱Q4000輥道拋丸機;再單擊“下一步”,輸人設備的IP地址及相對于PLC CPU226的位置(槽號)。TCP/IP協議通常采用應用層、傳輸層、網絡層和鏈路層4層簡化模型描述。應用層傳輸來自以太網和數據終端的數據,并對數據包做打包拆包處理,傳輸層僅使用傳
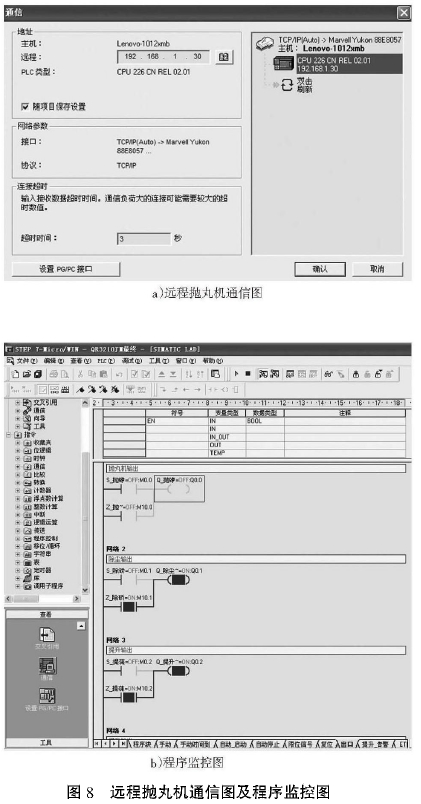
圖8遠程拋丸機通信圖及程序監控圖
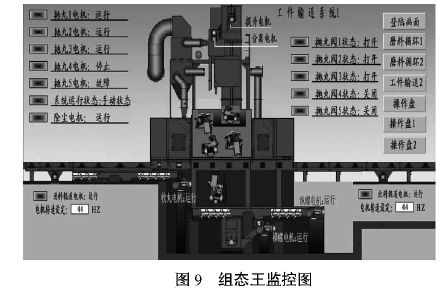
輸控制協議TCP,網絡層實現IP協議以及報告數據傳輸差錯等情況的協議,鏈路層部分則有網絡控制芯片完成P地址為192.168.1.30:0;再單擊“下一步”,保持默認值,直接單擊“下一步”。進人組態王監控軟件,工件輸送系統2頁面,對工件輸送系統2的運行情況進行監控,如圖9所示,可以看到組態王監控圖比程序監控圖更直觀,監控到除塵電機,提升電機,分離電機,橫螺電機,縱螺電機收丸電機,吹丸電機,輥道電機等輔機正常運行,拋丸機1,拋丸機2,拋丸機3正常運行,拋丸閥1-3在正常拋丸,拋丸機4,拋丸機5,拋丸閥4,拋丸閥5都停止。排除故障時,重點檢查拋丸機4.
3、結論:
可編程邏輯控制器(PLC)主要廣泛應用于工業環境的現代化數字操作的電子裝置中,PLC技術主要采用編制程序的存儲器,從而進行順序運算、定時計算以及執行邏輯運算、算數運算等一些指令。通過互聯網,將已經出售的拋丸機設備拉入局域網內,對該拋丸機設備進行遠程監控和診斷,通過程序的運行情況找出設備的故障所在,可以修改程序,將新程序遠程下載到拋丸機設備中,這樣當已售拋丸機出現問題時,可以遠程診斷,維修,提高了解決問題的效率,節省出差時間,人力和費用成本,高效解決問題,增加了設備的使用時間,從而實現鑄件拋丸清理的信息化。
本文來源青島華盛泰拋丸機:http://m.svzrxnk.cn/news/1228.html








技術資料
- 綏化市吊鉤式噴砂機_綏化市吊鉤式拋丸機_綏化市吊鉤式拋丸除銹清理機_綏化市吊鉤式噴丸設備提高板材的預加工質量?
- 鄂爾多斯6915鋼管除銹拋丸機調試完畢
- 2018發往山東臨沂吊鉤式378拋丸機
- 通過式拋丸清理機發往膠州的裝貨現場
- 環保型吊鉤式拋丸機發貨現場
- 淄博鋼結構拋丸機使用現場
- 黃驊懸鏈式拋丸機客戶現場
- 路面拋丸機應用于廣州橋面建設
- 履帶式拋丸機客戶案例現場匯總
- 布袋除塵器-除塵設備
最新資訊文章
- 履帶式拋丸機如何提高工作效率
- 路面拋丸機的材料適應性與表面粗糙度測試研究
- 型鋼拋丸機對產品質量的影響解析
- 高效能路面拋丸機的性能考察
- 不同類型拋丸機的選購指南
- 路面拋丸機的作業技巧解讀
- 路面拋丸機的節能減排技術探索
- 吊鉤式拋丸機的維護保養指南
- 噴砂房環境保護措施與建議
- 通過式拋丸機的操作實例分享
